欢迎
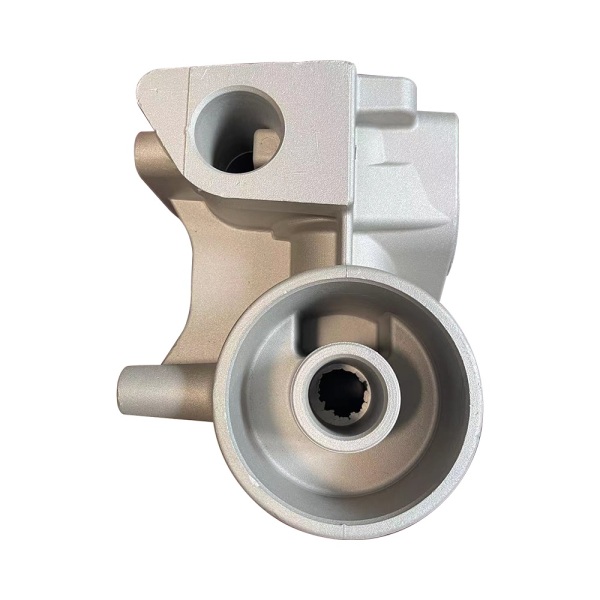
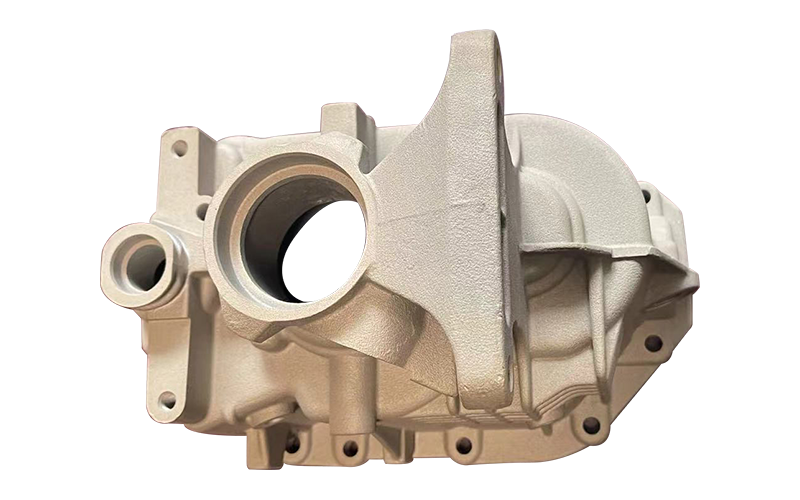
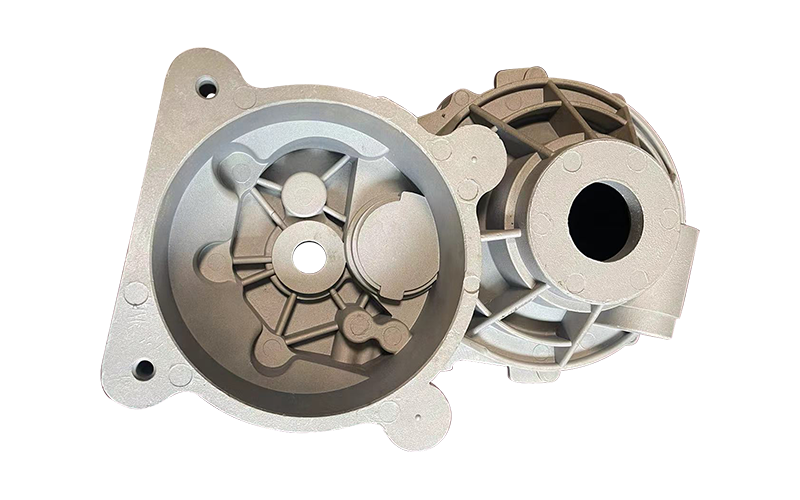
生产加工铝浇铸、低压铸造以及重力浇铸的厂家
铝浇铸 | 低压浇铸 | 重力浇铸
服务热线
0574-62589774
余姚市易兴机械厂是一家生产加工铝浇铸、低压浇铸、重力浇铸产品的专业制造公司。
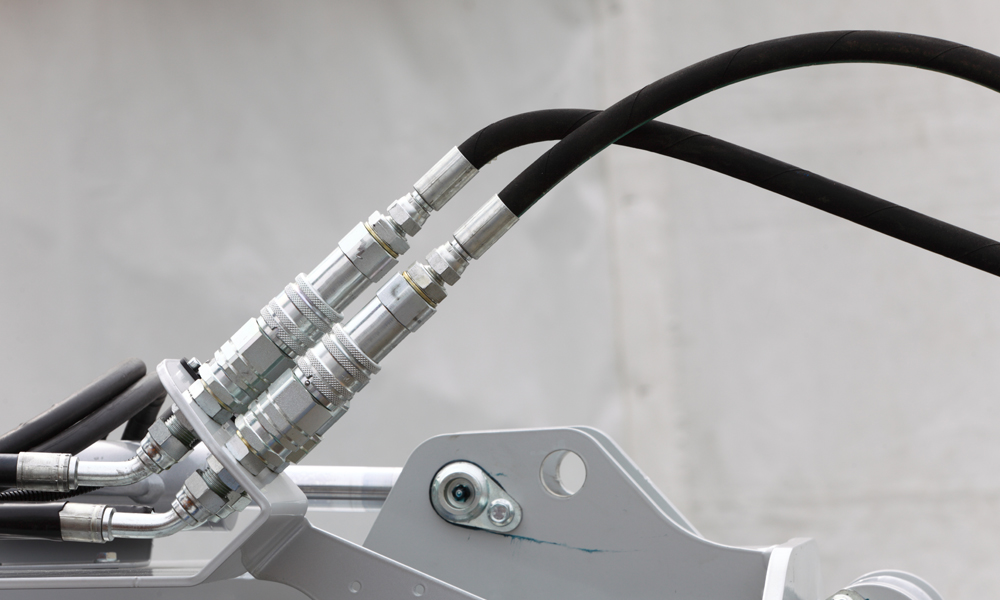
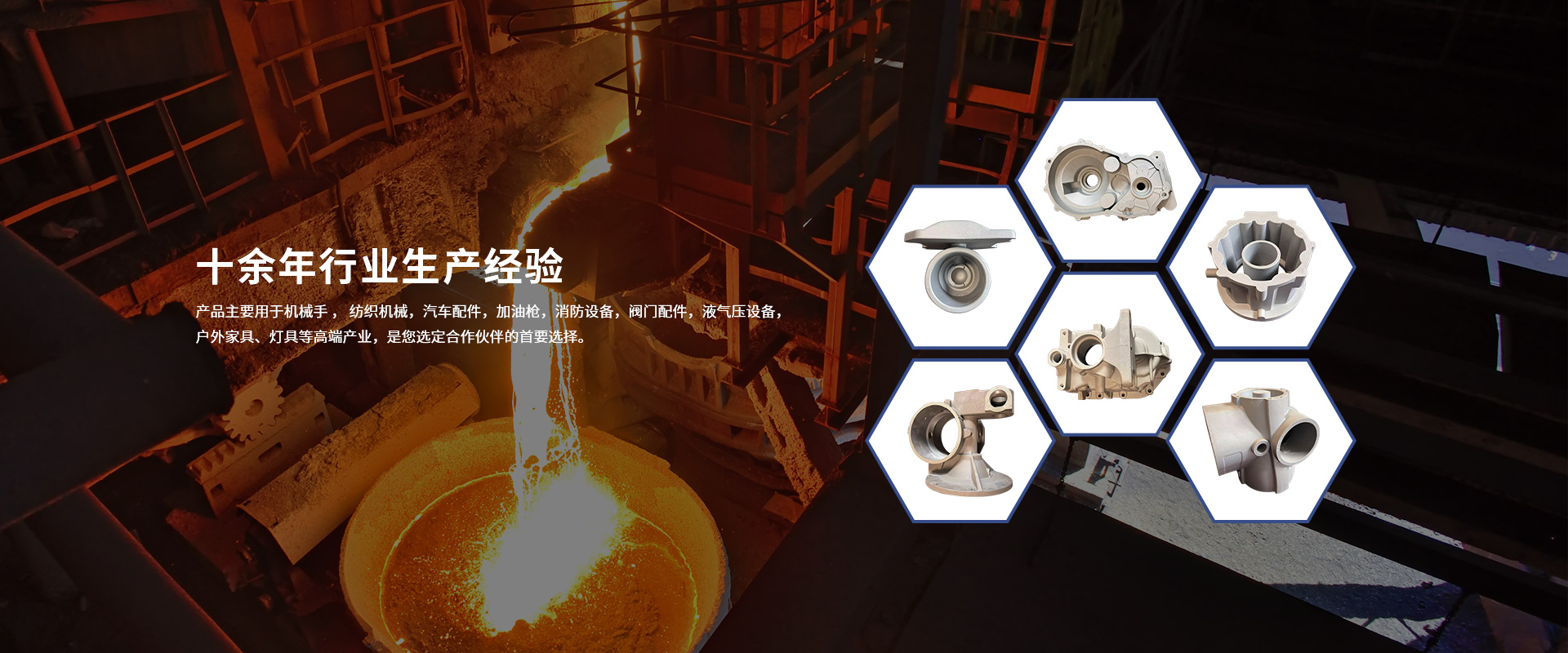
公司拥有先进的加工设备,为客户定制各种产品,较大限度的满足用户的个性化需求。检测计量装备精密、先进,质量保证手段完整、可靠。目前,公司生产的产品大量出口于欧洲、东南亚各国,并为国内众多知名企业配套。产品主要用于机械手 , 纺织机械,汽车配件,加油枪,消防设备,阀门配件,液气压设备,户外家具、灯具等高端产业,是您选定合作伙伴的首要选择。
公司成立
厂房面积
涉及行业
服务客户
手机:13905846774
座机:0574-62589774
传真:0574-62589777
邮箱:yydongqin@163.com
地址:宁波余姚市梨洲街道竹山村工业园区74号
















 全国服务热线
全国服务热线